当转鼓未完全停止运动时,决不能触摸旋转着的零部件。修理离心机时简单地关掉电动机是不够的,应该由电气人员作出取下保险丝之类的保障动作,并标上警告牌。
修理前应清理场地,准备好工具、量具、配件等;
(1)拆缷:
维修时可根据需要,部分或全部拆缷。大修工作的拆缷顺序如下:
拆缷电机防护罩壳,拆缷相关的各种管道
排干净机座油箱中的液压油
拆除前盖板等零件
拆缷两把刮刀
用提升装置吊住机壳,拆下12枚螺栓M12x50后向前移动取下,全过程中不得让机壳的重量落到转鼓上;
拆下压力胶管;
拆缷回油软管
拆缷支座上的螺栓M16x70及螺母M16;
顺时钟转动进出油壳体,将压力油进油口转至下面,
流出滞留的液压油;
拆下回油管;
拆下端盖上的8枚螺栓M20x220;
吊住压力油缸盖,用专用工具拆缷连带端盖的压力油缸盖,流出滞留的液压油;
若需要的话,再用专用工具拆缷端盖,注意不得敲打,以免损伤输油密封;
向后拉出导杆;
拆缷带齿键;
拆缷锁紧螺母,应使用加长管,决不允许敲打扳手,并在地面至第二级转鼓外圆上的某一孔间用木棒撑住,防止轴转动;
拆缷2枚对称位置上的内六角螺钉M12x65,旋转位置放出滞留的液压油;
用2枚螺栓M12x120拧入活塞上两螺孔,向后拉出推料活塞组合体,注意不要遗失活塞与推杆之间的连接键;
拆除位于第一级转鼓内的布料盘;
拆缷12个螺母M18、借助固定进料分配器的螺孔取下推料盘;
拆缷防护罩;
拆缷6枚螺栓M20X60、拆缷第一级转鼓;
拆缷6枚螺栓M10X25,取下带密封圈的密封圈架;
朝前取出推杆,垂直悬挂放置;
借助提升装置,吊住压力油缸,拆缷10枚内六角螺钉M16X40;
用专用工具拉出压力油缸;
借助提升装置,吊住在第二级转鼓最后一排大孔的位置上部(用软材料保护),慢慢起吊,正好吊住,对称拆缷12枚螺栓M16X60后,向前推出第二级转鼓,全过程注意保持该转鼓处于水平位置;
朝前取出主轴;垂直放置;
拆缷轴用挡圈180;
拆缷间隔套;
拆缷后迷宫圈;
滚子轴承外圆可用拉马拆缷,取出轴承隔圈;
滚子轴承内圈拆缷允许用较小、合适的火焰,直接喷在垂直旋转轴的内圈上,迅速加热,直至滑出。轴要冷却至室温后才能放下,
拆缷推料活塞组件;
用2枚螺钉M10X90顶出前轴套,用拉马拆缷后轴套;
维修中还应拆缷冷却器、压力表、油温表、溢流阀、调速阀等机电配套件,酌情清洗、修理或调换。
(2)清洗与测量
所有零件应彻底清洗,有的零件还需要压缩空气吹干。
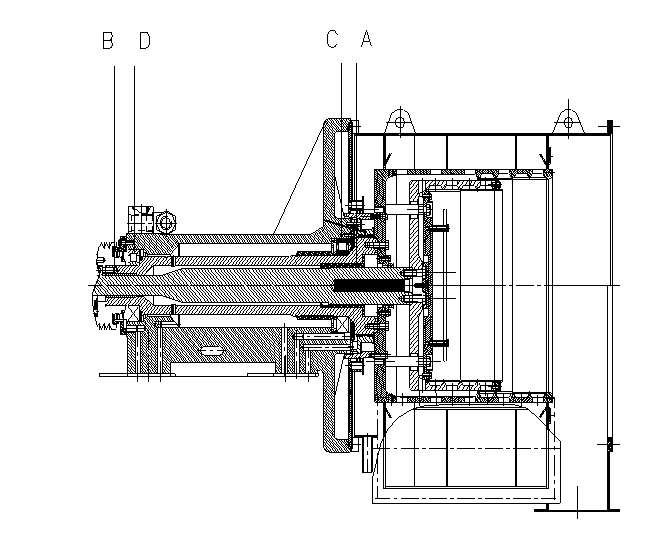
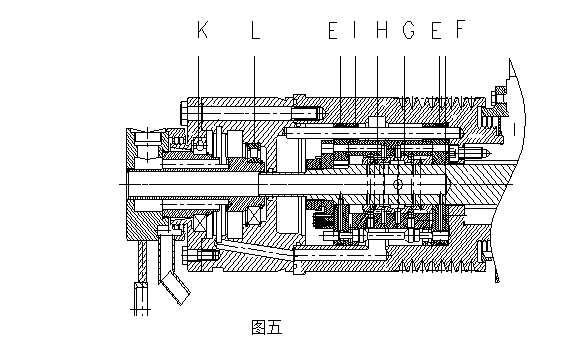
轴承及运动表面需仔细检查磨损情况,许用运动公差见表3和图五;
表3: 径向运动公差表 单位:mm
|
位置 |
零件名称 |
许用运动公差 |
备注 |
|
A |
前推料导向套 |
0.150 |
|
|
B |
后轴套 |
0.100 |
|
|
C |
前轴承公差(装配前) |
0.075~0.110 |
总径向 |
|
D |
后轴承公差(装配前) |
0.050~0.080 |
总径向 |
|
E |
前后活塞盘 |
0.200 |
|
|
F |
导阀杆 |
0.060 |
|
|
G |
滑阀(外径) |
0.150 |
|
|
H |
滑阀(内径) |
0.100 |
|
|
I |
导向杆 |
0.090 |
|
|
K |
球轴承(装配前) |
0.012~0.036 |
总径向 |
|
L |
滚子轴承(装配前) |
0.035~0.050 |
总径向 |
检查合格的零件,应放置清洁处,非不锈钢零件表面应抹上少量润滑油,以防腐蚀及便于装配。
需要离心机,欢迎咨询湘潭拓维离心机有限公司。
湘潭拓维离心机有限公司,成立于2000年,经过16年的努力与发展,已具一定的规模及实力,拥有一流的管理团队、卓越的技术队伍和先进加工检测设备为后盾,以卓越的品质、专业的技术实力,为离心机用户提供更高优质的产品。公司主要生产双级活塞推料离心机、单级活塞推料离心机、卧式活塞推料离心机、三足式离心机、平板式离心机、离心机配件等产品。






 离心机筛网必须具备的产品性能:[2020-12-21]
离心机筛网必须具备的产品性能:[2020-12-21]












